COME
STAMPARE POLICARBONATO
CONSIGLI
E SETTAGGI STAMPA 3D
PER
UNA STAMPA PERFETTA
FILOPRINT propone questi utili passaggi per la giusta impostazione di stampa con successo di questo materiale estremamente resistente e professionale.

Il policarbonato, indicato anche come
PC, è un materiale resistente, resistente e resistente. È un
termoplastico naturalmente trasparente con un'elevata resistenza agli
urti e un'eccellente resistenza al calore. Come un filamento di
stampa 3D, la sua resistenza al calore è sia un vantaggio che una
caratteristica problematica, in quanto è ancora più incline a
deformarsi rispetto al già ostico ABS. Come tale, questo materiale
ha bisogno di alte temperature per estrudere e avere un'adeguata
adesione dello strato, oltre che essere stampato con macchine chiuse
su 4 lati onde evitare ogni possibile contaminazione con la
temperatura ambiente e l'areazione circostante alla stampante 3D.
Quale tipo di POLICARBONATO migliore?
Molti sono i produttori e molte sono le varianti di POLICARBONATO alcune delle quali davvero di ottima qualità. Difficile dare una indicazione di massima la cosa che ci sentiamo di proporre è quella di NON acquistare filamenti di marche sconosciute, soprattutto provenienti da dubbia produzione Cinese. In gioco non solo entra la qualità finale dell'oggetto ma sopratutto la pericolosità insita nel compound con cui è prodotto il filamento che, se molto economico, potrebbe essere addirittura cancerogeno oppure creare moltissimi problemi di stampa, da rendelo inutilizzabileRicerca del filamento in POLICARBONATO di qualità
Il filamento in policarbonato che non è sufficientemente asciutto prima della stampa o prodotto con materia prima di pessima qualità, non verrà stampato correttamente e può causare difetti e problemi che faranno perdere tempo e denaro.Il policarbonato è anche igroscopico, il che significa che assorbirà attivamente l'umidità dall'aria. Per questo motivo, il policarbonato deve essere conservato in un luogo fresco e asciutto e asciugato se esposto all'umidità per troppo tempo.
Dopo aver aperto una bobina e quando non è in uso, assicurarsi di mantenere il filamento in policarbonato in sacchetti di stoccaggio sigillati sottovuoto o richiudibili con allegata la bustina di silicati dessiccanti.
La stampa del policarbonato umido può portare all'idrolisi che altera permanentemente il filamento a livello molecolare, rendendolo significativamente più debole di quanto sarebbe se fosse stampato a secco.
Per chi fosse interessato può dare un'occhiata al nostro approfondito articolo su come eliminare l'umidità dal filamento e come puoi asciugare e mantenere il filamento in policarbonato/nylon al meglio, semplicemente CLICCANDO QUI
Qual è la stampante 3D giusta?
Stampare il filamento in policarbonato non è impresa semplice. Oltre al fatto che sono necessarie alte temperature, il policarbonato non si attacca a nulla. La migliore superficie da utilizzare quando si stampa con policarbonato è il tappetino LOKBUILD, in quanto è una valida alternativa ad altri componenti o colle ( anche pericolose come le cianoacriliche) oltre che essere estremamente economico.FILOPRINT propone quindi in vendita in due misure standard 203x203 mm ed anche 305X305 mm di questo tipo professionale di tappetino adesivo senza il quale è praticamente impossibile far aderire al letto di stampa il POLICARBONATO
In questo modo si assicura la migliore adesione possibile ed un utilizzo anche per altre tipologie di filamento molto difficile da stampare quale appunto il POLIPROPILENE oppure ABS – ASA – NYLON – GOMMA – PETG ecc. ecc.
Per chi fosse interessato può prendere visione del nostro reparto dello SHOP FILOPRINT nominato LASTRE E TAPPETINI
Per quanto riguarda le temperature di stampa, è necessaria una stampante 3D con HOT-END che possa raggiungere e mantenere un minimo di 270 °C. La stampante dovrebbe inoltre essere in grado di riscaldare e mantenere una temperatura minima del letto di 135 ° C, preferibilmente con 145 °C - 150 °C - le temperature con il tappetino possono essere anche inferiori e si riesce a stampare bene anche con temperature di 120-130 °C.
Pertanto è essenziale che la stampante sia in grado di raggiungere e mantenere temperature elevate anche del letto. Tuttavia, soprattutto in base anche alla grandezza dell'oggetto in stampa ed alla sua geometria, questo non è sufficiente e si rende necessario l'uso di stampanti 3D chiuse su 4 lati oppure inserite in un BOX TERMO/ACUSTICO che preservi il materiale in stampa da una qualsiasi differenza di temperatura fra la zona di stampa e l'esterno.
A tal proposito, se possedete una macchina tutta aperta ed avete intenzione di autocostruirvi un BOX completamente chiuso, potete prendere visione del nostro VIDEO TUTORIAL semplicemente CLICCANDO QUI
FILOPRINT ha eseguito numerose prove con alcuni modelli di stampanti adatte alla stampa 3D perfetta del POLICARBONATO. Le macchine sulle quali sono stati eseguiti i test che seguono sono:
Ultimaker 3
Raise3D N2
Lulzbot TAZ 6
Con nostra sorpresa, la macchina che ha prodotto le migliori stampe è stata la Lulzbot TAZ 6, da sempre un'ottimo modello di stampante 3D (la migliore della serie “PRUSA TYPE”) ma che nasce tutta aperta su 4 lati ma capace di mantenere una temperatura costante del letto di 135 °C, grazie ad una elettronica superba ed una ottima meccanica.. Abbiamo provveduto ad inserirla all'interno di un BOX autocostruito come quello del filmato sopra citato.
Come posso stampare con il filamento in policarbonato?
Il filamento in policarbonato generalmente fluisce bene nell'intervallo di temperature 290 °C - 310 °C. I test di stampa sono stati eseguiti a 290 °C. Sono stati eseguiti test per determinare la temperatura ottimale del letto per aderenza e polimerizzazione dello strato. Le stampe di prova sono state eseguite con la temperatura del letto compresa tra 110 °C e 135 ° C. Queste stampe di prova sono state completate con stampanti di serie non modificate, quindi la temperatura massima del letto raggiunta è stata di 135 °C. Preferibilmente la temperatura del letto deve essere compresa tra 145 °C e 150 °C.
Come ottenere un corretto primo strato.
Come con qualsiasi tipo di filamento, ottenere un buon primo strato è essenziale per una stampa di successo. Senza un buon primo strato è probabile che sia necessario ristampare l'elemento, quindi è imperativo che tu sappia cosa è necessario per avviare una stampa corretta in modo che possa essere completata senza problemi. Ciò è ancor più importante con il policarbonato poiché un primo strato mediocre si tradurrà in un errore di stampa dovuto alla deformazione e al distacco della stampa dalla superficie del letto. La chiave per ottenere un buon primo strato è una calibrazione perfetta del piano di stampa ed anche della stampante e di una buona velocità di stampa. Si raccomanda che una velocità di stampa complessiva, incluso il riempimento, non superi mai i 20 mm al secondo.Ventole di raffreddamento e retrazione
Si raccomanda di disabilitare le ventole di raffreddamento del filamento durante la stampa. Le ventole di raffreddamento del filamento influenzano negativamente la polimerizzazione della stampa e non devono essere mai utilizzate. Inoltre, la distanza di retrazione deve essere mantenuta sotto 10 mm durante la stampa.Di seguito è riportato un elenco dei risultati del test durante la stampa del policarbonato (marca POLYMAKER) sulle tre stampanti sopra indicate. Queste stampanti erano "pronte all'uso" e non modificate in alcun modo per accertare le prestazioni reali durante la stampa di policarbonato.
Raise3D N2 Dual:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 20-70 mm / s
- Percentuale di riempimento: 30
- Zattera: ABS Raft – da passare nel secondo estrusore
- Tipo di letto: vetro borosilicato
- Adesione del letto: nessuna
- Risultato: deformazioni; alcuni strati di separazione - Vedi
figura 1
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 50 mm / s
- Percentuale di riempimento: 50
- Zattera: ABS Raft – da passare nel secondo estrusore
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato * - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: separazione dello strato attorno alla superficie -
Vedi figura 2
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA
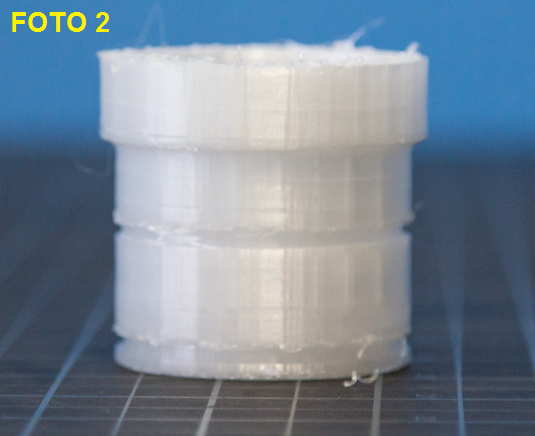
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 50 mm / s
- Percentuale di riempimento: 90
- Zattera: ABS Raft – da passare nel secondo estrusore
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato * - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: separazione dei livelli - Vedi figura 3
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Raise3D N2 Dual:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 50 mm / s
- Percentuale di riempimento: 20
- Raft: nessuno
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato * - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: separazione dei livelli - Vedi figura 4
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

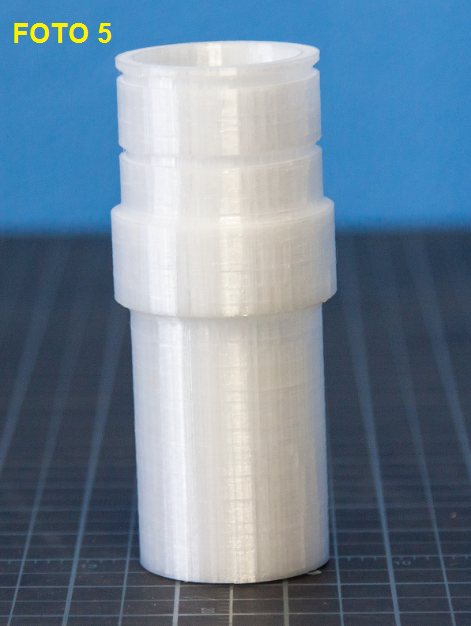
Raise3D N2 Dual:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 30
- Zattera: zattera in policarbonato
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato * - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: incrinatura e separazione dei livelli - Vedi
figura 5
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA
Raise3D N2 Dual:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 50
- Zattera: zattera in policarbonato
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato * - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: deformazioni; crepe strato - Vedi figura 6
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Stampante 3D Dual Extrusion di Ultimaker 3:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 30
- Zattera: zattera in policarbonato
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato * - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: separazione dei livelli - Vedi figura 7
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Stampante 3D Dual Extrusion di Ultimaker 3:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 20
- Zattera: zattera in policarbonato
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato * - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: separazione dei livelli - Vedi figura 8
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Stampante 3D Dual Extrusion di Ultimaker 3:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 110 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 50
- Zattera: zattera in policarbonato
- Tipo di letto: vetro borosilicato
- Adesione del letto: cianoacrilato - *
Usare estrema cautela quando si stampa con cianoacrilato poiché il
composto liquido riscaldato produce fumi che sono irritanti per gli
occhi e per i polmoni.
- Risultato: separazione dei livelli - Vedi figura 9
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Stampante 3D LulzBot TAZ 6:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 135 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 30
- Zattera: zattera in policarbonato
- Tipo di letto: PEI su vetro
- Adesione del letto: PVA Gluestick
- Tappetino lokbuild senza nessuna colla
- Risultato: buona stampa - Vedi figura 10
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Stampante 3D LulzBot TAZ 6:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 135 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 90
- Zattera: zattera in policarbonato
- Tipo di letto: PEI su vetro
- Adesione del letto: PVA Gluestick
- Tappetino lokbuild senza nessuna colla
- Risultato: buona stampa - Vedi figura 11
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Stampante 3D LulzBot TAZ 6:
- Temperatura Hotend: 290 ° C
- Temperatura del letto: 135 ° C
- Velocità di stampa: 20 mm / s
- Percentuale di riempimento: 100
- Zattera: zattera in policarbonato
- Tipo di letto: PEI su vetro
- Adesione del letto: PVA Gluestick
- Tappetino lokbuild senza nessuna colla
- Risultato: alcuni strati di separazione; alcuni residui
bruciati - Vedi figura 12
- ALTERNATIVA: TAPPETINO LOKBUILD ADESIONE LETTO RIUSCITA

Dai risultati del test, si può vedere che la stampa del pezzo in policarbonato richiede un buon adesivo per il letto di stampa, una buona superficie di stampa e una temperatura del letto di almeno 135 °C. Se si tenta di stampare il policarbonato su una stampante che non può riscaldare il letto ad almeno 135 °C, si rischia di sprecare il proprio tempo.
Suggeriamo caldamente l'uso del tappetino LOKBUILD valida alternativa a qualsiasi altro tipo di supporto per l'adesione.
Cambiando filamento
In policarbonato
Quando si cambia il filamento da qualsiasi altro materiale al policarbonato, si consiglia di riscaldare l'HOT-END ad almeno 260 °C. Una volta che il filamento in policarbonato scorre bene e tutte le restanti tracce del filamento precedente non sono più presenti, aumentare la temperatura dell'hot end a 290 °C.Dal policarbonato
Quando si passa dal filamento di policarbonato a un altro filamento, si consiglia di riscaldare l'HOT-END ad almeno 260 °C. Iniziare la deposizione con il nuovo filamento fino a quando non è più visibile nessun residuo di policarbonato fuoriuscire dall'ugello. Quindi, regolare la temperatura dell'estrusore in modo che corrisponda alla temperatura di stampa del nuovo filamento.Le operazioni di spurgo del POLICARBONATO sono ESTREMAMENTE NECESSARIE in quanto, se non eseguite, possono portare a blocchi di stampa a causa di intasamenti dell'ugello.
Come posso impostare la geometria in stampa dell'oggetto quando si stampa con policarbonato?
Maggiore è la superficie del modello che viene a contatto con il piano di stampa, maggiori sono le possibilità di successo della stampa. Con questa regola bene in mente, di solito è meglio stampare con una zattera (RAFT) o con un LARGO BRIM che viene a contatto con il bordo della superficie del modello. Quindi, assicurarsi di mantenere sempre una velocità di stampa oggetto MAI SUPERIORE a 20 mm al secondo. In terzo luogo, se hai bisogno di supporti, stampa con un AIR GAP inferiore a 0.4mm. Ciò potrebbe rendere difficile la rimozione dei supporti, ma aiuta a mitigare la separazione dei livelli in tutta la stampa. Infine, utilizzare sempre le impostazioni di supporto adesione stampa come sopra indicate per evitare deformazioni e/o WARPING ed accertarsi che la stampa aderisca correttamente al letto, specie per i primi 10/15 layers.Come abbiamo visto, stampare correttamente il policarbonato è difficile ma non impossibile. Inoltre un buon filamento come il PC MAX di POLYMAX garantisce minori problemi e soprattutto un più facile controllo generale dell'adesione al letto di stampa semplicemente usando il TAPPETINO LOKBUILD e nient'altro
Ciò che è richiesto è una buona stampante che riscalda e mantiene alte temperature, una buona superficie di stampa, l'adesivo giusto e la capacità di partizionare e / o controllare la temperatura ambiente attorno alla stampante (BOX TERMO/ACUSTICO). Una volta acquisito padronanza, con il policarbonato si riesce a realizzare oggetti davvero molto performanti in termini di resistenza generale e molto ben fatti, attraverso anche a continue iterazioni di stampa per massimizzare i risultati.
Se avete commenti o contributi, vi preghiamo di inviarci una e-mail o di contattarci via CHAT sul nostro SHOP o via telefonica. Siamo sempre alla ricerca di suggerimenti e feedback da parte dei nostri utenti.
Buona stampa a tutti!
(collaborazione gentilmente offerta da MATTERHACKERS)
Commenti
Posta un commento