
In questo articolo, discuteremo alcune delle impostazioni più importanti dei programmi generici di SLCIER da tenere a mente.
Prima di immergerci in tutte le impostazioni, tuttavia, esaminiamo rapidamente come la stampa su resina basata su LCD si confronta con altre tecnologie di stampa su resina.
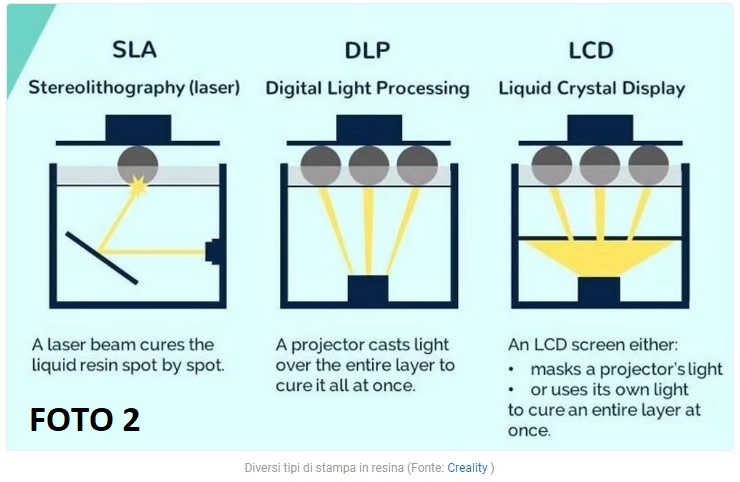
La stampa 3D in resina funziona esponendo il materiale in resina a una fonte di luce per polimerizzarlo (indurire). Oltre alle stampanti in resina basate su LCD, esistono altri due tipi principali di stampanti 3D in resina: le stampanti 3D Stereolithography (SLA) e Digital Light Processing (DLP). Tutti e tre sono differenziati in base alla sorgente luminosa utilizzata.
La stampa 3D SLA utilizza un laser come fonte di luce per polimerizzare la resina. Queste stampanti 3D offrono una qualità eccezionale e sono spesso utilizzate in applicazioni 3D di fascia alta. Il laser riproduce perfettamente i dettagli più fini del modello e la finitura superficiale dei modelli stampati in 3D SLA è superiore a quella delle stampe 3D DLP. Le stampanti 3D Formlabs sono un ottimo esempio di stampanti 3D SLA.
A differenza di un laser, le stampanti 3D DLP utilizzano un proiettore UV come fonte di luce per la polimerizzazione della resina. Il proiettore polimerizza un intero strato allo stesso tempo, il che lo rende più veloce delle stampanti SLA, sebbene non forniscano lo stesso livello di dettaglio che alcune persone potrebbero cercare.
Le stampanti 3D basate su LCD sono in qualche modo simili alle stampanti DLP, in quanto polimerizzano anche un intero strato contemporaneamente. Differiscono in alcuni modi , incluso il modo in cui raggiungono questo obiettivo. La luce viene fatta passare attraverso uno schermo LCD che maschera aree particolari e consente alla luce di passare solo attraverso regioni selezionate. Pertanto, queste stampanti 3D sono anche denominate stampanti 3D Masked SLA (mSLA). Le stampanti 3D basate su LCD sono relativamente economiche e la maggior parte delle stampanti 3D in resina per hobby come Anycubic Photon e la serie Elegoo Mars utilizzano la tecnologia LCD.
ALTEZZA STRATO
FOTO 3

L'altezza dello strato è un parametro che indica l'altezza di ogni singolo strato nella parte stampata in 3D. Un'altezza dello strato inferiore equivale a una migliore stampa 3D perché darà una finitura superficiale più liscia.
Nel caso della stampa 3D in resina, l'altezza dello strato è già 1/10 di quella che sarebbe in una configurazione di stampa 3D FDM. Di solito, le stampanti 3D in resina stampano in un intervallo di altezze dello strato di 0,01-0,05 mm e l'altezza dello strato di 0,01 mm produce un livello di dettaglio eccezionale. D'altra parte, viene utilizzata un'altezza dello strato di 0,05 mm per una stampa 3D più veloce.
Per
impostazione predefinita, in ChiTuBox, l'altezza del livello è
impostata su 0,05 mm. Questa altezza dello strato dà la priorità
alla velocità rispetto alla qualità e ciò potrebbe portare a un
leggero calo nella finitura superficiale e alla qualità complessiva
della tua stampa 3D. Un'altezza dello strato di 0,25 mm offre un buon
equilibrio tra velocità di stampa e qualità. A 0,25 mm, puoi
ottenere una finitura superficiale liscia e il tempo richiesto
sarebbe dimezzato rispetto a se avessi stampato a un'altezza dello
strato di 0,01 mm.
TEMPO DI ESPOSIZIONE
FOTO 4

Le stampanti 3D in resina polimerizzano la resina esponendola alla sorgente di luce UV. Il tempo di esposizione è la durata per la quale la resina non polimerizzata sul fondo del serbatoio è esposta ai raggi UV. È essenziale regolare perfettamente questa impostazione, poiché influisce direttamente sulla qualità delle stampe 3D e sul tempo di stampa complessivo.
Se si mantiene un tempo di esposizione basso, la resina potrebbe non polimerizzare correttamente e gli strati seguenti potrebbero non avere una base solida a cui aderire. Al contrario, un tempo di esposizione elevato aumenta i tempi di stampa 3D, causando fragilità e crepe nelle stampe e dispersione della luce nella vasca di resina. Il trucco è ridurre al minimo i tempi di esposizione per ridurre i tempi di stampa ma ottenere comunque un output di alta qualità.
Di solito, i produttori di resina etichettano il tempo di esposizione sui loro flaconi di resina. Ogni resina è formulata in modo diverso, quindi non è facile generalizzare l'impostazione del tempo di esposizione. Tuttavia, un tempo di esposizione di 2-4 secondi è un buon intervallo per le stampanti 3D in resina monocromatica.
Core Electronics ha una guida dettagliata che entra nei dettagli sui vari tempi di esposizione della resina utilizzando modelli di test per verificare i risultati. Per maggiori informazioni CLICCA QUI
CONTEGGIO STRATO INFERIORE
FOTO 5

Gli strati iniziali sono fondamentali per garantire il successo delle tue stampe 3D
I livelli iniziali sono fondamentali per garantire il successo delle tue stampe 3D (Fonte: Information Transformation Services )
Gli strati inferiori sono ciò che costituisce la base delle tue stampe 3D in resina. Questi strati conferiscono al modello una base solida e lo aiutano ad aderire alla piastra di costruzione. Un numero maggiore di strati inferiori si traduce in una base migliore e migliora le possibilità del modello di aderire bene alla piastra di costruzione.
Tuttavia, un conteggio degli strati inferiori più alto significherebbe anche che ci vorrà più resina per gli strati iniziali, a meno che tu non stia stampando con una zattera e strutture di supporto per sospendere la stampa. Dovresti anche aumentare il tempo di esposizione per curare correttamente gli strati inferiori. L'impostazione predefinita in ChiTuBox dipende dal profilo della stampante 3D selezionato. È necessario mantenere questa impostazione su un valore di 6-8 per bilanciare tempi di stampa più rapidi con una buona adesione.
La
chiave qui è ottenere una corretta adesione della piastra di
costruzione e una base solida per i tuoi modelli stampati in 3D. Puoi
iniziare con un numero più alto e diminuirlo lentamente di un
livello alla volta. Tuttavia, non è consigliabile scendere al di
sotto di un conteggio dello strato inferiore di 4, poiché risulterà
in una base troppo sottile e probabilmente rovinerà il tuo modello.
Un conteggio sicuro dello strato inferiore sarebbe compreso tra 6 e
10.
TEMPO DI ESPOSIZIONE DELLO STRATO INFERIORE
Se lo strato inferiore non viene polimerizzato correttamente, potrebbe staccarsi dalla piastra di costruzione
FOTO 6

Il tempo di esposizione dello strato inferiore determina l'adesione complessiva della stampa 3D alla piastra di costruzione. Se lo strato inferiore è adeguatamente polimerizzato, aderirà meglio alla piastra di stampa e ridurrà le possibilità di errori di stampa. Lo strato inferiore è uno strato solido, costituisce la base del modello ed è essenziale per l'adesione della piastra di costruzione. Quindi, ha bisogno di un tempo di esposizione più lungo rispetto al resto del tuo modello.
Sarebbe meglio se avessi un tempo di esposizione dello strato inferiore di circa 8-12 volte il tempo di esposizione normale. Quindi, se hai un tempo di esposizione di 2-4 secondi, il tempo di esposizione dello strato inferiore dovrebbe essere compreso tra 32-50 secondi. È possibile aumentare questo tempo per ottenere una migliore adesione. Tuttavia, aumenteranno anche i tempi di stampa.
VELOCITA' DI SOLLEVAMENTO
FOTO 7

La velocità di sollevamento è l'elemento principale che rallenta il processo di stampa 3D in resina
Un singolo strato di resina viene polimerizzato vicino al film FEP sul fondo della vasca di resina. Per indurire gli strati successivi, è necessario che vi sia un afflusso di resina fresca sul fondo. Per ottenere ciò, la piastra di costruzione deve essere sollevata in modo che lo strato di resina polimerizzata venga allontanato dal film FEP e sia disponibile resina fresca per lo strato successivo.
La velocità con cui la piastra di costruzione si solleva dal film FEP è la velocità di sollevamento. Quando il modello viene staccato dalla pellicola FEP, il sollevamento della piastra di costruzione crea un effetto di aspirazione nell'intera area. Se la velocità è troppo alta, le funzioni più delicate e le aree del modello più deboli potrebbero danneggiarsi.
Devi avere una velocità di sollevamento che non sia così lenta da aumentare i tempi di stampa e non sia troppo veloce da danneggiare la stampa. Una buona velocità di sollevamento dovrebbe essere compresa tra 60 e 150 mm/min. Prova a regolare le impostazioni fino a ottenere un buon equilibrio tra il tempo di stampa e la velocità.
E un'impostazione rilevante da tenere a mente è anche la velocità di sollevamento dal basso, che è la velocità di sollevamento per il numero di strati iniziali. Il valore predefinito è 65 mm/min. Anche se aumentarlo ridurrebbe il tempo di stampa, si rischiano pochi strati inferiori instabili, che potrebbero causare problemi con la stampa.
DISTANZA DI SOLLEVAMENTO
FOTO 8

La piattaforma di costruzione è l'unica parte mobile nell'intero processo di stampa 3D in resina
Come spiegato in precedenza, dopo ogni strato, la piattaforma di costruzione si solleva dal film FEP per consentire alla resina fresca di fluire. La distanza di sollevamento è l'altezza alla quale la piastra di costruzione si solleva dopo ogni strato. Va di pari passo con la velocità di sollevamento ed è altrettanto importante per ridurre al minimo i danni alle aree più deboli del modello durante il sollevamento.
La distanza di sollevamento dovrebbe essere sufficientemente alta da consentire allo strato di staccarsi in modo ordinato, ma non così alta da aumentare inutilmente i tempi di stampa. In ChiTuBox, la distanza di sollevamento è impostata su un valore di 5 mm. Tuttavia, è il valore iniziale e potrebbe non essere perfetto per tutti. Una distanza di sollevamento ideale sarebbe compresa tra 5 e 10 mm, anche se varia in base alle dimensioni della stampante, dato che stampanti a resina molto più grandi superano questo intervallo.
SVUOTAMENTO
FOTO 9

In ChiTuBox, puoi trovare l'opzione Hollow nella barra dei menu in alto. È possibile scegliere lo spessore della parete e se si desidera o meno un riempimento . Sarebbe meglio se scegliessi lo spessore della parete in modo che non sia troppo sottile; in caso contrario, potresti finire per danneggiare il modello. Il riempimento deve essere selezionato solo se è un componente funzionale. Per i modelli e le miniature non è necessario alcun riempimento.
Uno spessore della parete di 1,2-2,00 mm dovrebbe fornire un buon equilibrio tra resistenza e materiale in resina utilizzato, soprattutto per piccole stampe. I modelli in resina più grandi potrebbero essere troppo fragili per pareti così sottili. È necessario praticare alcuni fori nel modello per drenare la resina. Lascerà spazio alla resina non polimerizzata per lasciare la stampa e impedirai all'aria di rimanere intrappolata nel modello, evitando così la possibilità di errori di stampa.
ANTI-ALIASING
FOTO 10

L'anti-aliasing potrebbe non migliorare drasticamente la qualità di stampa 3D, ma aiuta a smussare i bordi irregolari
L'anti-alias riduce l'effetto scala prodotto attorno agli angoli e ai bordi arrotondati della tua stampa 3D. Riduce gli artefatti verticali e mira a levigare la finitura superficiale complessiva del modello.
Esistono tre livelli di impostazioni anti-alias: 2, 4 e 8. Il numero 2 è l'impostazione più bassa e la più alta, 8, produce la superficie più liscia. I risultati sono un miscuglio e molti altri parametri entrano in gioco durante la composizione dell'impostazione Anti-aliasing.
C'è un articolo dettagliato di ChiTuBox sull'argomento e funge da guida completa per la messa a punto delle impostazioni di anti-aliasing. Se vuoi saperne di più CLICCA QUI
ORIENTAMENTO ALLA STAMPA
FOTO 11

Nella maggior parte dei casi, un angolo di 45° funziona alla grande per molti modelli nella stampa 3D in resina
L'orientamento della stampa gioca un ruolo cruciale nel successo o nel fallimento del tuo oggetto stampato in 3D. La tua parte dovrebbe essere orientata in modo tale da richiedere meno supporti, non avere grandi sezioni trasversali piatte e impiegare meno tempo per la stampa 3D.
Nel caso della stampa 3D in resina, il tempo di stampa è direttamente proporzionale all'altezza dell'oggetto. Ciò significa che una figura orientata con un angolo tale da aumentare la sua area orizzontale e ridurre l'altezza verticale richiederà meno tempo per la stampa 3D. Ad esempio, un cilindro stampato con un angolo di 45° impiegherà meno tempo di un cilindro stampato con un angolo di 90°.
Devi considerare che una sezione trasversale piatta più grande aumenterà le forze di spellatura durante il sollevamento della piastra di costruzione. Allo stesso modo, se il modello ha troppi supporti, richiederà più materiale e aumenterà le possibilità di guasto. Pertanto, l'orientamento di stampa dipende interamente dalla geometria del modello.
SUPPORTI STAMPA
FOTO 12

I supporti sono obbligatori in quasi tutti i modelli stampati in resina 3D
I supporti nella stampa 3D in resina sono molto diversi dalla stampa 3D FDM. Sebbene la funzione sia identica, il modo in cui funzionano è leggermente diverso. I supporti in resina sono cilindrici con un'estremità angolata e una punta appuntita. In questo modo si risparmia un po' di resina e l'affettatrice genera solo nelle zone cruciali degli sbalzi e non per l'intero sbalzo.
In ChiTuBox, c'è una sezione separata per personalizzare i tuoi supporti. Puoi aggiungere supporti manuali o persino generare supporti automatici per i tuoi modelli. Questo è ottimo se vuoi creare supporto rapidamente e non perdere troppo tempo. Tuttavia, se vuoi davvero personalizzare i tuoi supporti, dovresti usare i supporti con il programma gratuito Meshmixer .
Commenti
Posta un commento