LITOFANIE GUIDA DEFINITIVA SU COME STAMPARE IN 3D LITOFANIE PROFESSIONALI COME IMPOSTARE CORRETTAMENTE LO SLICING E PROFILI STAMPA PREIMPOSTATI
LITOFANIE
GUIDA DEFINITIVA SU COME STAMPARE IN 3D LITOFANIE PROFESSIONALI

IMPOSTAZIONI PER LA
STAMPA 3D DI LITOFANIE CON PROFILI GIA' SETTATI
Per ottenere i migliori
risultati di perfette e fantastiche Litofanie è buona regola
stamparle con un PLA bianco latte (non il trasparente) o colore
simile anche un BIANCO FREDDO (le Litofanie standard funzionano meglio
con una plastica di colore bianco).
Le Litofanie dall'aspetto
"caldo" nelle foto, sono state realizzate con PLA Standard
bianco, mentre lo style BLACK&WHITE utilizza un filamento della
Colorfabb in copolimero dal nome "nGen White" come anche XT BIANCO.
Se si vuole usare un ottimo PLA dal costo contenuto ma efficace e facilmente stampabile suggeriamo il nostro PLA LITE prodotto in Italia in vendita sul nostro SHOP - CLICCA QUI
Se si desidera lo stile
caldo / fiammato e si utilizza la normale plastica bianca ma di
colore tipo ghiaccio freddo, non si otterrà lo stesso aspetto, anche
con una retroilluminazione calda / rossa (che va bene se si stampa
una normale litofania).
Per verificare se il tuo
materiale è adatto ad una litofania del tipo caldo / fiammato, è
possibile eseguire un test con una torcia bianca o illuminare
qualcosa di piatto che hai stampato: dovrebbe apparire di un colore
leggermente ambrato se è un materiale biancastro adatto a questo
tipo di litofanie (più sembra di colore ambra, più caldo sarà la
tua litofania quando finita e retroilluminata).
Una volta stampato il pezzo
puoi sperimentare diversi tipi di retroilluminazione. Consigliamo di
utilizzare una lampada a LED luce calda (normalmente 2500-2700k), il
contrasto può anche essere migliorato se si ha un LED bianco /
freddo secondario.
Per meglio capire quale sia
la differenza fra l'utilizzo di diversi gradi di temperatura colore
LED si puà prendere visione della foto qui sotto
L'aspetto del risultato
finale dipende dalla plastica utilizzata e dal tipo di
retroilluminazione.
FILMATO SU TONI COLORE:
CLICCA QUI





QUAL'E' LA TEMPERATURA
DEL COLORE ED IN CHE MODO INFLUISCE SULLA RESA FINALE?
Di seguito sono riportate
alcune informazioni su quali sono le differenze tra le temperature di
colore e su come potrebbero cambiare il risultato di stampa finale
della litofania. Ricordarsi sempre che si deve prendere in
considerazione il materiale con cui sono stampate le litofanie,
quando si decidi come si vuole che appaia il risultato finale.
CHE COS'È LA TEMPERATURA
DI COLORE?
La temperatura del colore è
misurata in gradi Kelvin (K). La temperatura di colore di una lampada
(lampadina / LED) descrive come appare la luce quando l'occhio umano
guarda direttamente la lampadina illuminata.
COME SI MISURA LA
TEMPERATURA DEL COLORE?
La temperatura del colore
viene misurata da un'unità chiamata Kelvin (K). La scala di
temperatura termodinamica Kelvin è definita in modo tale che lo zero
assoluto sia 0 kelvin (K). (Nota: le scale Celsius e Fahrenheit sono
definite in modo tale che lo zero assoluto sia −273,15 ° C o
−459,67 ° F). Immagina di riscaldare una barra di acciaio e
osservare il colore della barra a temperature crescenti. Ad un certo
punto la barra sembrerà brillare di un rosso opaco. Man mano che si
aggiunge il calore, il rosso opaco diventa giallo, quindi bianco, poi
bianco bluastro, infine blu.
COME FUNZIONA LA
TEMPERATURA DEL COLORE?
Una lampadina che produce
luce percepita come bianco giallastro avrà una temperatura di colore
di circa 2700 K. Man mano che la temperatura del colore aumenta da
3000K a 3500K, il colore della luce appare meno giallo e più bianco.
Quando la temperatura del colore è 5000K o superiore, la luce
prodotta appare bianco bluastra. La temperatura del colore della luce
del giorno varia, ma è spesso nell'intervallo da 5000K a 7000K.
2000-2500K - LUCE MOLTO
CALDA
Quando l'effetto di
illuminazione desiderato è "molto caldo", utilizzare
sorgenti luminose nell'intervallo 2000K – 2500K. Questi possono
essere difficili da trovare alla forza richiesta per retroilluminare
una litofania, quindi probabilmente è meglio andare per una luce
meno calda o combinare molto caldo e caldo insieme per ottenere il
“look” desiderato.
2700-2800K - LUCE CALDA
Quando l'effetto di
illuminazione desiderato è "caldo", utilizzare fonti di
luce nella gamma 2700K – 2800K. Le lampadine a incandescenza più
comuni producono luce in questo intervallo di temperature di colore.
Un'eccezione è la lampadina a incandescenza con rivestimento al
neodimio. Il neodimio filtra le lunghezze d'onda gialle e rosse dello
spettro visibile lasciando prevalentemente lunghezze d'onda blu.
Quindi, anche se le lampadine al neodimio hanno una temperatura di
colore di 2800 K, la luce che producono sembra più blu - simile alla
luce diurna e ad altre lampadine che producono luce con temperature
di colore nella gamma di 5000 K o superiore.
3500-4000K - LUCE NEUTRO
LUMINOSA
Quando l'effetto desiderato
è bianco neutro o luminoso, utilizzare sorgenti luminose
nell'intervallo 3000K – 3500K. Per un effetto leggermente più blu,
più "freddo" usa 4000K.
5000-6500K - LUCE DEL
GIORNO SIMULATA
La temperatura di colore
della luce del giorno a mezzogiorno è 5600K, ma la temperatura del
colore della luce solare può variare ampiamente in base all'ora del
giorno e alle condizioni meteorologiche. Per dare la percezione della
luce del giorno (luce bianca bluastra), utilizzare sorgenti luminose
con una temperatura di colore di 5000K o superiore.
ALTRE INFORMAZIONI
Le designazioni della
temperatura di colore di lampadine e luci a LED possono essere fonte
di confusione. A volte vedrai termini soggettivi come "bianco
caldo" o "bianco freddo". Altre volte, verrà
utilizzato il numero quantitativo di temperatura Kelvin: 2700 K
(bianco caldo), 4100 K (bianco freddo).
Ecco alcuni punti di
riferimento approssimativi: -
Lume di candela: 1800K
(giallo caldo)
Lampadina a incandescenza standard da 60 W : 2700 K ( bianco caldo)
Lampada da studio per foto di ritratti: 3200 K (bianconeutro)
Luci fluorescenti (aula / stile ufficio): 4100 K (bianco freddo)
Luce diurna (con un leggero cielo coperto): 6500K (bluastro, luce bianca).
Lampadina a incandescenza standard da 60 W : 2700 K ( bianco caldo)
Lampada da studio per foto di ritratti: 3200 K (bianconeutro)
Luci fluorescenti (aula / stile ufficio): 4100 K (bianco freddo)
Luce diurna (con un leggero cielo coperto): 6500K (bluastro, luce bianca).
La maggior parte delle
lampadine a incandescenza e alogene sono nella gamma Kelvin
2700K-3000K. Lampadine fluorescenti, ad alogenuri metallici e LED
possono essere acquistate con opzioni di temperatura colore da 2700K
a 6500K. Puoi trovare luci a LED nella gamma 2000-2600K, ma in
generale sono costose e l'illuminazione è abbastanza debole.








COME
IMPOSTARE LA STAMPANTE 3D PER LA MIGLIORE LITOFANIA POSSIBILE
Ovviamente il colore BIANCO è il preferito ma si possono realizzare anche con altri colori basta che siano tutti sul chiaro come ad esempio un AVORIO un GIALLO un CELESTE ecc. Ecc.Ovviamente si consiglia la realizzazione con una superficie stampata con 0,1 mm di altezza layer, onde evitare il più possibile l'effetto visivo dei layer depositati appunto dalla stampante.Essenziale è anche una fotografia, va bene qualsiasi foto, in questo caso si è utilizzato una fotografia di un borgo di paese.
Il tool per creare le litofanie si chiama “Image to Lithophane“, è un app online molto semplice da utilizzare e funziona veramente bene.
Il tool per creare le litofanie si chiama “Image to Lithophane“, è un app online molto semplice da utilizzare e funziona veramente bene.
Per chi vuole scaricare ed impostare correttamente il programma può fare riferimento sempre ad un nostro tutorial sul nostro blog - CLICCA QUI
Impostazioni di stampa
consigliate:
altezza strato 0,1 mm-0,12 mm. Si consiglia vivamente di ricercare il "numero magico" per l'asse Z della stampante e di utilizzarne un multiplo. Prusa ha un ottimo calcolatore che puoi usare.
CLICCA QUI PER IL
CALCOLATORE ALTEZZA STRATO PRUSA altezza strato 0,1 mm-0,12 mm. Si consiglia vivamente di ricercare il "numero magico" per l'asse Z della stampante e di utilizzarne un multiplo. Prusa ha un ottimo calcolatore che puoi usare.
Calcolatore Prusa
Pareti / Conchiglie: 6 (o più se si sta realizzando un litofano particolarmente spesso) per consentire la maggior parte delle pareti, il riempimento si occuperà del resto (cornici ecc.).
Riempimento: 99%, non 100% *
Temperatura letto: 1° strato dovrebbe essere 60 °C per PLA, quindi 55 °C per il 2° strato seguito da 50 °C per il resto della stampa.
Pareti / Conchiglie: 6 (o più se si sta realizzando un litofano particolarmente spesso) per consentire la maggior parte delle pareti, il riempimento si occuperà del resto (cornici ecc.).
Riempimento: 99%, non 100% *
Temperatura letto: 1° strato dovrebbe essere 60 °C per PLA, quindi 55 °C per il 2° strato seguito da 50 °C per il resto della stampa.
Ciò mantiene il PLA
incollato al letto ma blocca l'arricciatura, il piede di elefante e
la distorsione generale dei bordi della base che possono verificarsi
quando si stampa con un letto 60c per l'intera stampa.
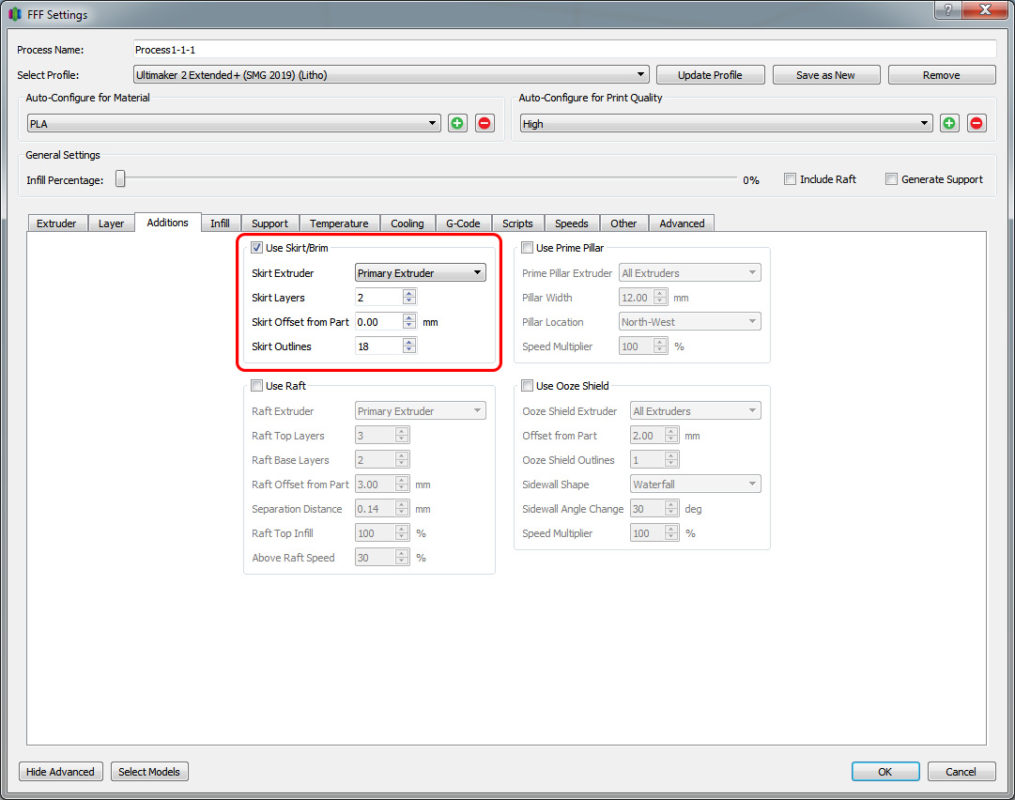
Un opzione "BRIM"
è importante in quanto aiuta a mantenere la litofania in posizione
(dovrebbero essere sufficienti 18-20 contorni del BRIM). In
SIMPLIFY3D c'è un'opzione per più livelli di BRIM (in realtà si
chiama "Skirt layers "), l'impostazione su 3 o 4 ti dà un
BRIM forte che si stacca facilmente quando la stampa è completa.
*
una differenza di solo L'1% potrebbe non sembrare molto, ma può
davvero cambiare il comportamento del tuo motore di slicing (Cura,
S3D ecc.). È davvero utile solo quando si stampano litofanie che
hanno cornici come parte del modello 3D. Le impostazioni delle pareti
che raccomandiamo coprono la litofania ed è raro che ci sia un vero
riempimento in quelle zone, sono solo pareti / conchiglie. Ma i frame
possono essere grandi e richiedere molto tempo di stampa. Cambiare il
riempimento al 99% può farti risparmiare un'ora o più per la
lunghezza di una stampa di 16-17 ore (non sempre, ma abbastanza
spesso). Questo è principalmente in Cura, anche se abbiamo visto
risultati simili in Simplify3D e Slic3r PE.
FOTO 1 + FOTO 2

CURA Velocità di stampa:
-
Velocità di riempimento: 45
mm / s
Velocità parete esterna: 30 mm / s
Velocità parete interna: 30 mm / s
Velocità superiore / inferiore: 25 mm / s
Velocità di traslazione: 90 mm / sec
Velocità strato iniziale: 18 mm / s Velocità di traslazione
iniziale (per i primi 1- 2 strati): 60mm / s
Velocità parete esterna: 30 mm / s
Velocità parete interna: 30 mm / s
Velocità superiore / inferiore: 25 mm / s
Velocità di traslazione: 90 mm / sec
Velocità strato iniziale: 18 mm / s Velocità di traslazione
iniziale (per i primi 1- 2 strati): 60mm / s
Queste velocità sono solo
indicative, le velocità della tua stampante potrebbero essere
leggermente diverse.
Semplify3d velocità di
stampa 3D:
Velocità di stampa
predefinita: 50 mm / s
Contorno Sottofondo: 60%
Solido Riempimento Sottofondo: 80%
Struttura di supporto Sottofondo: 70%
Movimento asse X / Y: 100 mm / sec
Movimento asse Z: 16,7 mm / s
Velocità primo strato: 40%
Contorno Sottofondo: 60%
Solido Riempimento Sottofondo: 80%
Struttura di supporto Sottofondo: 70%
Movimento asse X / Y: 100 mm / sec
Movimento asse Z: 16,7 mm / s
Velocità primo strato: 40%
Queste velocità sono solo
indicative, le velocità della tua stampante potrebbero essere
leggermente diverse.
Impostazioni
opzionali se possibile sulla stampante / Slicer.
Si tratta principalmente
delle impostazioni specifiche di Simplify3D / Cura e Raise3D,
Ultimaker 2+, 3+ e S5 (altre stampanti richiedono velocità diverse).
In Simplify3D usa la sezione "Script di avvio" in "Script"
per aggiungere i valori di accelerazione e jerk richiesti, in Cura
assicurati che le impostazioni di Acceleration e Jerk Control siano
abilitate (vedi foto sotto).
Accelerazione: 1.000 millimetri / S2 (Ultimaker di default è di solito 3000-5000mm / S2) Se si dispone di una stampante Creality come il CR-10 e/o modelli superiori, l'accelerazione dovrebbe essere 350 millimetri / s2.
Se desideri litofane di
altissima qualità sulla tua Ultimaker / Raise3D o stampanti 3D
simili di fascia alta e sei disposto a sopportare molto tempo di
stampa extra puoi impostare l'accelerazione a 400mm / S2.
Jerk:10mm / s (l'impostazione predefinita è di solito 20mm / s) - Se si dispone di una stampante Creality come CR-10 o sue varianti, Jerk dovrebbe essere 8mm / s.
Jerk:10mm / s (l'impostazione predefinita è di solito 20mm / s) - Se si dispone di una stampante Creality come CR-10 o sue varianti, Jerk dovrebbe essere 8mm / s.
FOTO 3 + FOTO 4


Una nota sul programma di SLICING
Simplify3D:
È più semplice tagliare i
nostri litofani in Cura (o Slic3rPE / PrusaSlicer) in quanto c'è un
ulteriore passaggio in Simplify3D a causa del modo in cui le
litofanie sono create (questo per consentire ulteriori opzioni di
modifica / stampa per utenti più avanzati).
Se si desidera utilizzare
Simplify3D, è sufficiente eseguire le seguenti operazioni:
1. Caricare il file della litofania STL in Simplify3D normalmente.
2. Fare clic su Mesh - Separa superfici di connessione
3. Taglia come normale
1. Caricare il file della litofania STL in Simplify3D normalmente.
2. Fare clic su Mesh - Separa superfici di connessione
3. Taglia come normale
Il vantaggio aggiuntivo di
farlo è che puoi ritagliare nuovamente la litofania nel telaio, se
lo desideri, o ridimensionare o rimuovere facilmente il telaio. Puoi
anche stampare il telaio in un materiale di colore diverso e la
litofania in un altro usando questo metodo (se la tua stampante
supporta doppi estrusori).
Se non si esegue quanto
sopra in Simplify3D, quando si taglia effettivamente il modello
potrebbe esserci un piccolo spazio tra il telaio e la litofania.
Per non si è pratici di
programmi SLICING e si vuole tutto già pronto senza dover settare
niente, di seguito inseriamo alcuni profili per i più comuni
programmi di slicing e le relative stampanti 3D sulle quali farli
girare, semplicemente scaricando i FILE di seguito riportati
PROFILI
PER PROGRAMMA SLICER CURA 4.0
PROFILO PER CR10/10S:
CLICCA QUI PER DOWNLOAD
PROFILO PER CR10S4:
CLICCA QUI PER DOWNLOAD
PROFILO PER CR10S5:
CLICCA QUI PER DOWNLOAD
PROFILO PER CR10 MINI:
CLICCA QUI PER DOWNLOAD
PROFILO PER ENDER 3:
CLICCA QUI PER DOWNLOAD
PROFILI
PER PROGRAMMA SLICER SIMPLIFY3D
PROFILO PER CR10/10S:
CLICCA QUI PER DOWNLOAD
PROFILO PER CR10S4:
CLICCA QUI PER DOWNLOAD
PROFILO PER CR10S5:
CLICCA QUI PER DOWNLOAD
PROFILO PER CR10 MINI:
CLICCA QUI PER DOWNLOAD
PROFILO PER ENDER 3:
CLICCA QUI PER DOWNLOAD
PROFILO PER ENDER 5:
CLICCA QUI PER DOWNLOAD
PROFILO PER ULTIMAKER S5:
CLICCA QUI PER DOWNLOAD
PROFILO PER ULTIMAKER 2+:
CLICCA QUI PER DOWNLOAD
PROFILO PER ULTIMAKER
2+/EXTENDED: CLICCA QUI PER DOWNLOAD
PROFILO PER ORIGINAL
PRUSA I3 MK3/MK3S: CLICCA QUI PER DOWNLOAD
ATTENZIONE: Potrebbe essere necessario
regolare alcune o tutte le impostazioni di cui sopra per adattarle
alla propria stampante / configurazione, ma le impostazioni inserite
nei FILE sono un ottimo punto di partenza.
Fonte: Gadunky.com
Commenti
Posta un commento